Micro Cutting
|
Fabrication and Cutting Performance of Cemented Tungsten Carbide Micro-Cutting Tools |
| Micro-cutting tools were developed by EDM. Microdrilling and micromilling were carried out using the fabricated tools and their cutting performance was investigated. Microholes of 4 µm diameter were successfully drilled. A microslot of 4 µm width was also fabricated. Paper Paper (KIT only) (Precision Engineering, Vol.35, No.4, 2011, pp.547-553) |  |  | | Drilled microhole of 4 µm diameter | Milled microslot of 4 µm width |
|
Diamond Cutting of Ultrasmall-Diameter Micropins of Difficult-to-Cut Material |
| Diamond cutting was carried out to fabricate micropins of a difficult-to-cut material. Turning and milling of sintered tungsten carbide micropins were performed using polycrystalline diamond microtools. As a result, a 2-µm-diameter micropin was fabricated. Paper Paper (KIT only) (Precision Engineering, Vol.74, 2022, pp.278-289) | 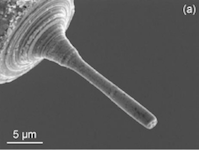 | 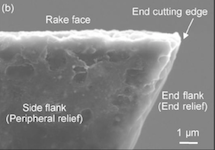 | | 2-µm-diameter sintered WC micropin | Cutting edge of diamond microtool |
|
Fabrication of Nanoscale Micropins Using Monocrystalline Diamond Turning Tools |
| The fabrication of nanoscale free-cutting brass micropins was performed using a monocrystalline diamond turning tool and a micro turning machine. As a result, a 500-nm-diameter and 3-µm-long micropin was successfully turned, which is the smallest-diameter micropin fabricated by turning. Paper Paper (KIT only) (Proceedings of the 9th International Conference on Leading Edge Manufacturing in 21st Century (LEM 2017), 2017, 123) | 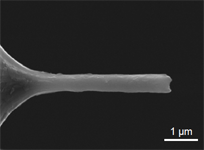 | 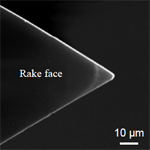 | | 500-nm-diameter micropin | Cutting part of monocrystalline diamond turning tool |
|
Microcutting Using a Micro Turn-Milling Machine |
| A micro turn-milling machine, a device having two spindles that rotate a tool and workpiece, was newly developed. Square micropins with a cross-section side of 18 µm and micropins with triangular or cross-shaped cross sections were successfully fabricated. Paper Papaer (KIT only) (Precision Engineering, Vol.44, 2016, pp.81-86) |  |  | | Micropin with triangular cross section | Micropin with cross-shaped cross section |
|
Boring and Face Grooving Using Micro Turning Tools |
| Cemented tungsten carbide micro turning tools were fabricated by EDM and used for the micro boring and micro face grooving of brass. Successful boring and face grooving using micro turning tools were achieved for the first time. Paper Paper (KIT only) (CIRP Annals, Vol.60, No.1, 2011, pp.81-84) |  | 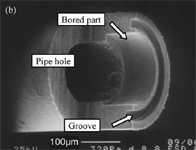 | | Micro turning tool | Boring and face grooving of brass pipe |
|
Fabrication of Micropins Using Micro Turning Tools (1) |
| The turning of straight micropins with a diameter smaller than 10 µm was carried out using micro turning tools made of cemented tungsten carbide. As a result, a straight micropin of 3 µm diameter was successfully turned. This micropin was the pin with the smallest ever diameter fabricated by turning at the time of publication. Paper Papaer (KIT only) (Key Engineering Materials, Vols.523-524, 2012, pp.293-298) | 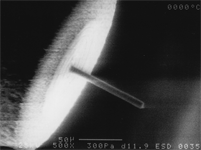 |  | | Micropin of 7.5 µm diameter | Micropin of 3 µm diameter |
|
Fabrication of Micropins Using Micro Turning Tools (2) |
| The cutting of nanoscale-diameter pins was attempted using microtools made of cemented tungsten carbide. As a result, a straight micropin of 800 nm in diameter was successfully fabricated by turning. This micropin is the first nanoscale-diameter pin fabricated by turning, to the best of our knowledge. Paper Papaer (KIT only) (Proceedings of the International Conference on Leading Edge Manufacturing in 21st Century (LEM 2015), 2015, 2104) | 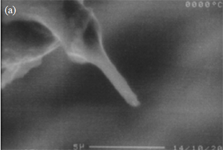 | 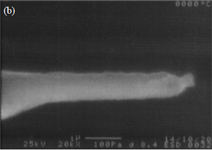 | | 800-nm-diameter micropin (Overview) | 800-nm-diameter micropin (Close-up view) |
|
Cutting Dream Contest Awards |
| (a) Character carving was performed by ultrasonic cutting using 8-µm-diameter end mills fabricated by EDM. (b) Drills of 5 µm diameter were fabricated and used for drilling microholes. 5th contest
4th contest | 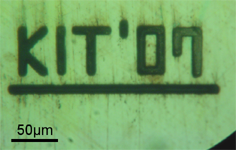 | 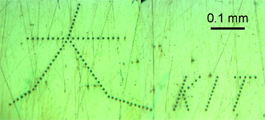 |
| (a) Micro-carving of characters | (b) Drilled microholes |
|
Milling Using Ultra-Small Diameter Ball End Mills Fabricated by Electrical Discharge Machining |
| Ultrasmall-diameter ball end mills have been developed. Tools having a radius of ball nose of 10 µm were fabricated. Milling of brass was performed using the fabricated tools . Paper (Journal of the Japan Society of Precision Engineering, Vol.69, No.10, 2003, pp.1449-1453) | 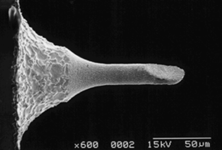 | 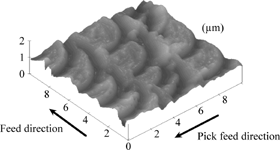 | | Fabricated ball end mill | Milled surface |
|
Ultrasonic Vibration Drilling of Microholes in Glass |
| Microholes with a diameter of 10 µm were drilled in glass by ultrasonic vibration cutting using a microtool. Cutting was performed in the ductile regime at a depth of cut of 0.05 µm, leaving neither fractures nor cracks around the rim of the hole. Paper Paper (KIT only) (Annals of the CIRP, Vol.51, No.1, 2002, pp.339-342) | 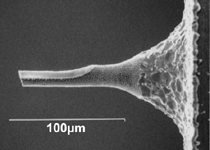 |  | | Employed tool | Drilled microhole |
|
Micro-drilling of Monocrystalline Silicon Using a Cutting Tool |
| The microdrilling of monocrystalline silicon using a cutting tool was tested with the aim of fabricating three-dimensional and high aspect ratio microshapes. The smallest machinable hole was of 6.7 µm diameter. Paper Paper (KIT only) (Precision Engineering, Vol.26, No.3, 2002, pp.263-268) | 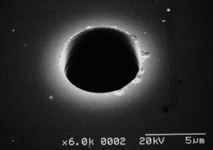 | 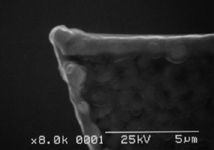 | | 6.7-µm-diameter microhole | Cutting edge of tool |
|
Cutting of Hard and Brittle Materials with a Microtool |
| Many reports on the cutting of hard and brittle materials have been published so far, however, obtainable shapes have been limited. In this study, an end mill-like microtool was employed in order to fabricated by cutting three-dimensional microshapes with a high aspect ratio on these materials. Paper (Journal of the Japan Society of Precision Engineering, Vol.67, No.1, 2001, pp.157-161) | 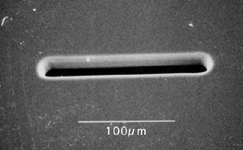 | 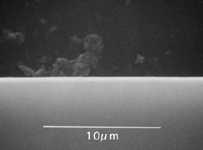 | | Microslot milled in silicon | Close-up view of slot edge |
|
Microdrilling and Micromilling of Brass Using a 10 µm Diameter Tool |
| The microdrilling and micromilling of brass using a 10-µm-diameter cutting tool were examined. A 50-µm-deep microhole was successfully drilled. A 100-µm-long slot was also fabricated. Paper (Proceedings of The 6th International Conference on Progress of Machining Technology, 2002, pp.213-217) |  | 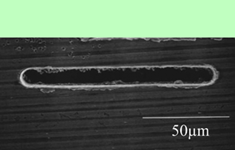 | | Drilled microhole | Milled microslot |
|
Fabrication of Ultra-Small-Diameter Drills Made of Superhard Materials and Evaluation of Their Drilling Performance |
| With the aim of realizing ultrasmall-diameter cutting tools with high performance, gun barrel drills of 15 µm diameter made of superhard materials, such as sintered diamond (PCD) and cubic boron nitride (CBN), were fabricated. Their drilling performance was also investigated and compared with that of cemented carbide drills. Paper (Journal of Japan Society for Abrasive Technology, Vol.53, No.4, 2009, pp. 226-229) | 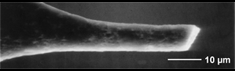 | 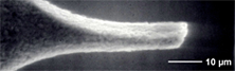 | | PCD microdrill | CBN microdrill |
|
Extending Tool Life of Ultra-Small-Diameter Gun Barrel Drills |
| The breakage resistance of ultrasmall-diameter cutting tools must be improved to extend tool life because such tools can be easily broken during machining. Extending the tool life of ultrasmall-diameter gun barrel drills was attempted by optimizing the shapes of their cutting parts. Paper (Journal of Japan Society for Abrasive Technology, Vol.52, No.2, 2008, pp.106-109) | 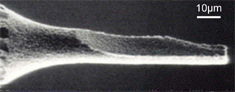 |  | | Microdrill with quarter-sector cross-section | Microdrill with D-shaped cross-section |
|
Edge Finishing and Deburring of Back Surfaces of Microholes Using Micro-Cutting Tools |
| The edge finishing and deburring of the back surfaces of microthrough holes from the front surfaces were carried out using micro-cutting tools. A hole drilled using a 0.15-mm-diameter drill in a 0.2-mmthick plate was successfully deburred and edge-finished. Paper Paper (KIT only) (Precision Engineering, Vol.37, No.2, 2013, pp.248-254) | 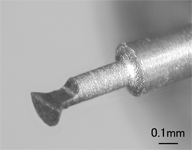 |  | | Microtool | Finished back surface of microhole |
|
Strength Evaluation of Eectrical Discharge Machined Micropins and Application to Fabrication of Ultrasmall-Diameter Cutting Tools |
| The bending strength of cemented tungsten carbide 10-µm-diameter micropins fabricated by micro EDM was investigated. Although the bending strength increased with a decrease in the electrical discharge energy at the finish machining of micropins, it decreased at lower discharge energy. This result was then applied for the EDM fabrication of cemented tungsten carbide ultrasmall-diameter cutting tools. Paper (Journal of Japan Society for Abrasive Technology, Vol.56, No.6, 2012, pp.395-399) |  | 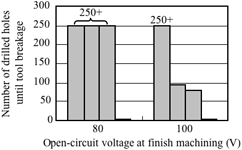 | | Relationship between open-circuit voltage at finish machining and bending strength of micropins | Relationship between open-circuit voltage at finish machining and tool life |
|