マイクロ超音波加工
超音波加工とは,工具を超音波加振し,それを砥粒を介して工作物表面に押し当てることにより工作物材料の除去を行う加工法です.高硬度の砥粒を使用するので,硬脆材料の加工が可能です.本研究では,マイクロ放電加工により極小径の工具を製作し,微細形状の加工を行います. |
|
超音波加工による微細軸形状の製作 |
| マイクロ超音波加工による凸形状の創成を試み,超硬合金微細軸の加工を行った.その結果,直径5μmの軸の加工が行え,さらにその加工面は光沢をもち滑らかであった. 参考文献(砥粒加工学会誌,Vol.50, No.11, 2006, pp.649-653) |  | | 直径5μmの微細軸 |
|
工作物加振によるマイクロ超音波加工 |
| 工作物加振方式の超音波加工により微細穴の加工を行った.その結果,シリコンやガラスに内径5μmの穴加工が可能であった.これらは超音波加工による加工例としては最小径のものである.また,ダイヤモンド工具を用いることにより,工具寿命が大きく向上し多数穴加工が行えた. 参考文献 参考文献(学内専用)(Annals of the CIRP, Vol.48, No.1, 1999, pp.131-134) | 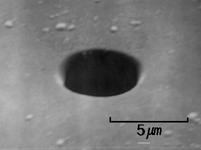 |  | | 内径5μmの微細穴 | 多数穴加工例 |
|
加工機上工具製作による超音波加工のマイクロ加工への応用 |
| 加工機上で微細工具を放電加工で製作することにより,内径20μmまでの微細穴の加工が超音波加工で初めて可能となった.異形穴の加工や,より複雑な形状の加工も行った. 参考文献(International Journal of Electrical Machining, No.2, 1997, pp.31-36) | 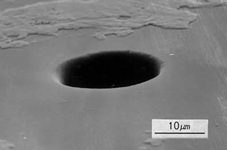 | 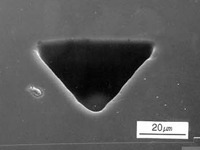 | | 内径20μmの微細穴 | 異形穴の加工例 |
|
マルチ工具によるマイクロ超音波加工 |
| 多数穴を一括で加工するために,マルチ工具を製作してマイクロ超音波加工に用いた.超音波加工は一般に加工速度があまり高くないが,この方式によりそれを向上させることができた. 参考文献(Proceedings of The 7th International Conference on Progress of Machining Technology, 2004, pp.297-301) | 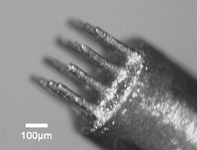 | 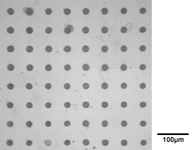 | | マルチ工具 | 多数穴加工例 |
|
マイクロ超音波加工における材料除去メカニズムの考察 |
| 一般に,超音波加工の材料除去は砥粒衝突による脆性破壊によるが,マイクロ超音波加工の加工面は脆性破壊による割れやクラックが観察されずなめらかである.材料除去が延性モードで行われたためと考えられる. 参考文献(Proceedings of The 5th International Conference on Progress of Machining Technology, 2000, pp.739-743) | 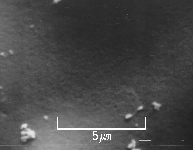 | 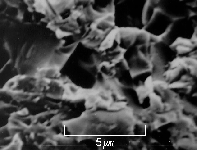 | | マイクロ超音波加工の加工面 | 従来の超音波加工の加工面 |
|