マイクロ放電加工
放電加工とは,工具と工作物との間に放電を発生させ,その熱により工作物材料を除去する加工法です.機械的な加工法ではないので,高硬度材料の加工が可能です.また,放電エネルギーを微小にすることで,微細な形状の加工が行えます. |
|
サブミクロン径微細穴の放電加工 |
| 電解加工またはイオンビーム加工で製作された工具電極を用いて,サブミクロン径微細穴の加工を試みた.放電加工による加工例としては最小径となる内径0.5μmの微細穴の加工が行えた. 参考文献 参考文献(学内専用)(Precision Engineering, Vol.34, No.1, 2010, pp.139-144) | 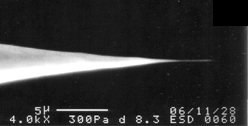 | 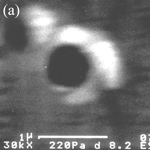 | | 電解加工により製作された工具電極 | 内径0.5μmの微細穴 |
|
サブミクロン径微細軸の放電加工 |
| 工作物に亜鉛を用い,極細のワイヤ電極を使用してサブミクロン径微細軸の加工を試みた.形状精度はあまり良好でないが,放電加工による加工例としては最小径となる直径0.3μmの微細軸の加工が行えた. 参考文献 参考文献(学内専用)(Key Engineering Materials, Vols.447-448, 2010, pp.238-241) | 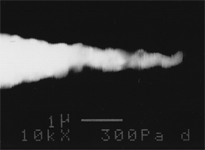 | | 製作された直径0.3μmの微細軸 |
|
放電加工による微細穴裏側の面取り及びバリ取り加工 |
| 中細形の工具電極を製作し,それを微細穴の表側から挿入して裏側のエッジの面取り及びバリ取り加工を試みた.他手法では困難な小径の微細穴に対して加工が行えた. 参考文献(電気加工学会誌,Vol.43, No.104, 2009, pp.172-178) | 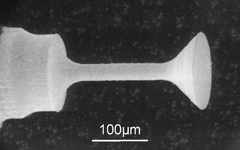 | 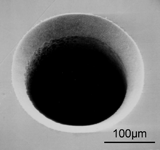 | | 中細形工具電極 | 裏側が面取り加工された微細穴 |
|
低電源電圧による放電加工 |
| 放電加工では30V程度以上の電源電圧でないと加工が行われないと考えられていたが,2Vまでの低電圧においても加工が可能であることを示した.また,電源電圧20Vの条件で直径1μmの軸形状の加工が行えた. 参考文献(電気加工学会誌,Vol.37, No.85, 2003, pp.18-23) | 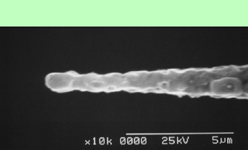 | 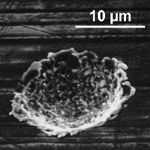 | | 直径1μmの軸の加工例 | 電源電圧2Vでの加工例 |
|
微小放電エネルギーによる放電加工 |
| 1パルスあたり数nJとなる微小放電エネルギー領域で放電加工を試みた.加工面は,放電加工一般にみられる放電痕で覆われた面とは異なり,なめらかになることが確認された. 参考文献 参考文献(学内専用)(Precision Engineering, Vol.30, No.4, 2006, pp.414-420) | 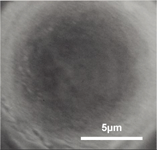 | 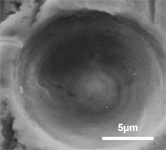 | | 加工面(電源電圧20V) | 加工面(電源電圧12.5V) |
|
ヘリカル電極送りによる微細穴の放電加工 |
| 電極が加工穴軸回りに遊星運動を行うヘリカル電極送りに
より,内径50μm以下の微細穴の放電加工を行った.遊星運動を行うことにより,加工速度および電極消耗率が向上し,深穴の可能が可能になった. 参考文献(International Journal of Electrical Machining, No.11, 2006, pp.15-18) | 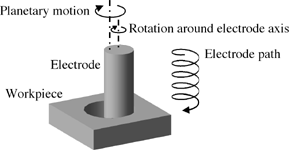 | 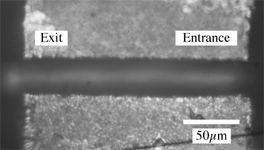 | | 加工の原理 | 加工穴の断面 |
|
逆テーパ微細穴の放電加工(1) |
| 入口径が出口径より小さい逆テーパ穴の放電加工は一般に困難である.中細り電極工具を用いる方式と,曲がり電極工具を用いる方式とによりそのような穴の加工を試みた. 参考文献(Proceedings of The 3rd International Conference on Leading Edge Manufacturing in 21st Century (LEM21), 2005, pp.757-760) | 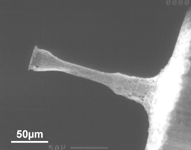 |  | | 中細り電極工具 | 曲がり電極工具 |
|
逆テーパ微細穴の放電加工(2) |
| 曲がり電極工具を用いて逆テーパ微細穴の放電加工を行った.電極の送り方向や回転を制御することにより,90°までの任意のテーパ角度をもつ内径100μm以下の逆テーパ穴の加工に成功した.加工時間や加工穴の真円度も向上した. 参考文献(International Journal of Electrical Machining, No.13, 2008, pp.15-20) | 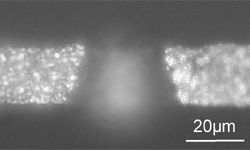 | 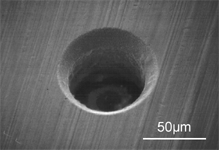 | | 加工穴の断面 | 面取りへの応用 |
|
放電加工成形された微細軸の強度評価とその極小径切削工具製作への応用 |
| 直径10μmの超硬合金微細軸を放電加工により製作し,その強度試験を行った.軸強度は仕上げ加工における放電エネルギが低くなるにつれて向上する傾向がみられたが,放電エネルギをさらに低くすると逆に低下した.この結果をもとに,長寿命の極小径切削工具の製作を試みた. 参考文献(砥粒加工学会誌,Vol.56, No.6, 2012, pp.395-399) | 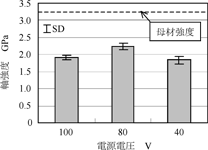 | 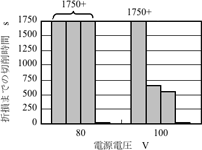 | | 仕上げ加工における電源電圧と
軸強度との関係 | 仕上げ加工における電源電圧と
工具寿命との関係 |
|